 tiếng Việt
tiếng Việt-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch - tiếng Việt
-
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


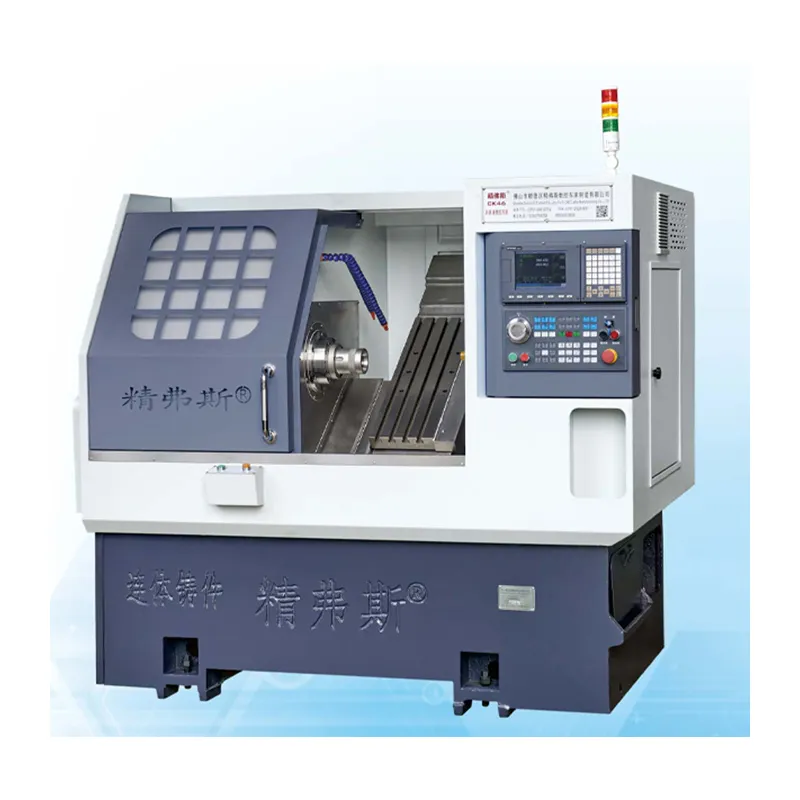
Làm thế nào để chọn hướng và điểm hoạt động của lực kẹp của máy công cụ CNC?
1. Lực kẹp nên được hướng tới tham chiếu định vị chính. Chilmpiece có yêu cầu thẳng đứng với bề mặt /4. Do đó, bề mặt A được sử dụng làm bề mặt cơ sở định vị chính trong quá trình xử lý và hướng của lực kẹp F nên được hướng về phía bề mặt /4. Nếu lực kẹp được thay đổi thành bề mặt B, do lỗi góc giữa bên /4 củaMáy tiện CNCMột phần và bề mặt đáy B, vị trí định vị của phôi bị phá hủy trong quá trình kẹp, ảnh hưởng đến yêu cầu thẳng đứng của lỗ và /4 bề mặt.
2. Điểm hoạt động của lực kẹp phải nằm trong phạm vi hỗ trợ của phần tử định vị và gần với trung tâm hình học của phần tử hỗ trợ. Lực kẹp hoạt động bên ngoài bề mặt hỗ trợ, khiến phôi bị nghiêng và di chuyển, phá hủy vị trí của phôi.
3. Hướng của lực kẹp nên có lợi cho việc giảm kích thước của lực kẹp. Khi khoan lỗ A, hướng của lực kẹp giống như lực cắt dọc trục F. Hướng của trọng lực phôi C là giống nhau, và lực kẹp cần thiết cho quá trình xử lý nhỏ hơn.
4. Hướng và điểm hoạt động của lực kẹp nên được áp dụng cho hướng và vị trí với độ cứng tốt hơn của các bộ phận máy tiện CNC. Độ cứng của trục của phôi tay áo mỏng tốt hơn độ cứng xuyên tâm, và lực kẹp nên được áp dụng theo hướng trục; Khi hộp có thành mỏng được kẹp, nó sẽ hoạt động trên cạnh lồi với độ cứng tốt hơn; Khi hộp không có cạnh lồi, kẹp một điểm có thể được thay đổi thành kẹp ba điểm.
5. Điểm hoạt động của lực kẹp phải càng gần với bề mặt xử lý phôi càng tốt. Để cải thiện độ cứng của bộ phận xử lý phôi và ngăn chặn hoặc giảm độ rung của phôi, điểm hoạt động của lực kẹp phải càng gần với bề mặt xử lý càng tốt. Khi ngã ba được kẹp, lực kẹp chính F: hoạt động theo chiều dọc trên bề mặt cơ sở định vị chính và các hỗ trợ phụ trợ được đặt gần bề mặt xử lý. Khi áp dụng lực kẹp phụ trợ thích hợp, độ cứng lắp đặt của phôi có thể được cải thiện.
Gửi yêu cầu



X
Chúng tôi sử dụng cookie để cung cấp cho bạn trải nghiệm duyệt web tốt hơn, phân tích lưu lượng truy cập trang web và cá nhân hóa nội dung. Bằng cách sử dụng trang web này, bạn đồng ý với việc chúng tôi sử dụng cookie.
Chính sách bảo mật